Outserttechnik
Outserttechnik. Steifigkeit von Metall – Formfreudigkeit von Kunststoff.
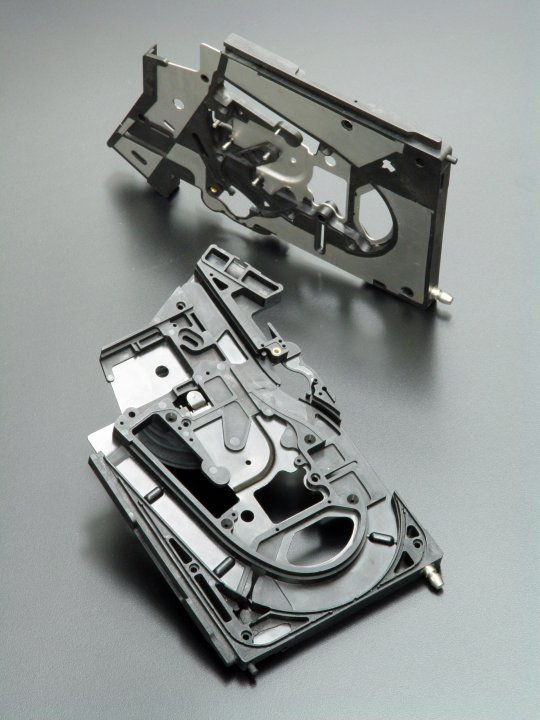
Wir kombinieren den Montagespritzguss mit der Hybridtechnik und fertigen hochintegrative Strukturteile. Rationell in einem Spritzgusszyklus.
Hauptanwendung ist die feinmechanische Baugruppe. Im Spritzguss montieren wir bewegliche und unbewegliche Funktionselemente aus Kunststoff auf gestanzten oder geschnittenen Platinen aus Metall. Die Funktionalität bestimmt die Konstruktion des Formschlusses.
Fixierte Montage. Ein fest verankertes Element sitzt entweder in einer Lochstanzung mit Verdrehsicherung oder ist an einem Festlager angebunden. Typische Funktionen sind Anschlagflächen, Aufnahmen, Aussteifungen, Dome, Gleitlager, Federelemente, Fixierungen, Führungen, Konsolen, Schnapphaken oder Steuerkurven.
Drehbar montiertes Element. Ein Element in einer runden Lochstanzung ist drehbeweglich. Typische Funktionen sind Drehknöpfe, Hebel, Nockenscheiben, Stelltriebe oder Zahnräder.
Schiebbar montiertes Element. Ein Element in einem geraden oder konstant gebogenen Langloch kann verschiebbar sein. Typische Funktionen sind Kulissensteine, Rasten oder Verriegelungen.
Je nach Anforderung werden Stanzteile, Pressteile oder Biegeteile aus unterschiedlichen Werkstoffen als Trägerplatine verarbeitet. Typische Platinenwerkstoffe sind Aluminium, CFK, Kupfer, Messing, oder Stahl. Innovative Baugruppen entstehen durch die Erweiterung mit dem Mehrkomponentenspritzguss oder der Inserttechnik.











