Ultraschallvernebler aus Polysulfon

Ultraschallvernebler aus bruchfestem Polysulfon. Klare Anwendung für sterilisierbare Verneblerkammern aus Kunststoff.
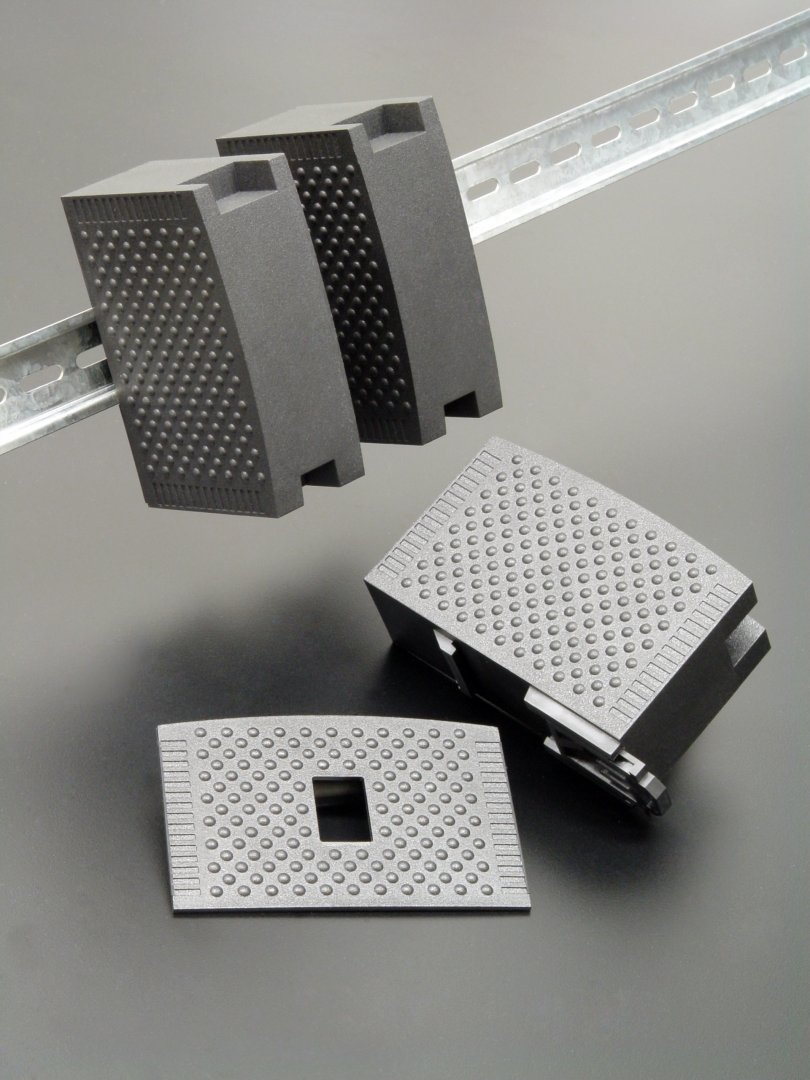
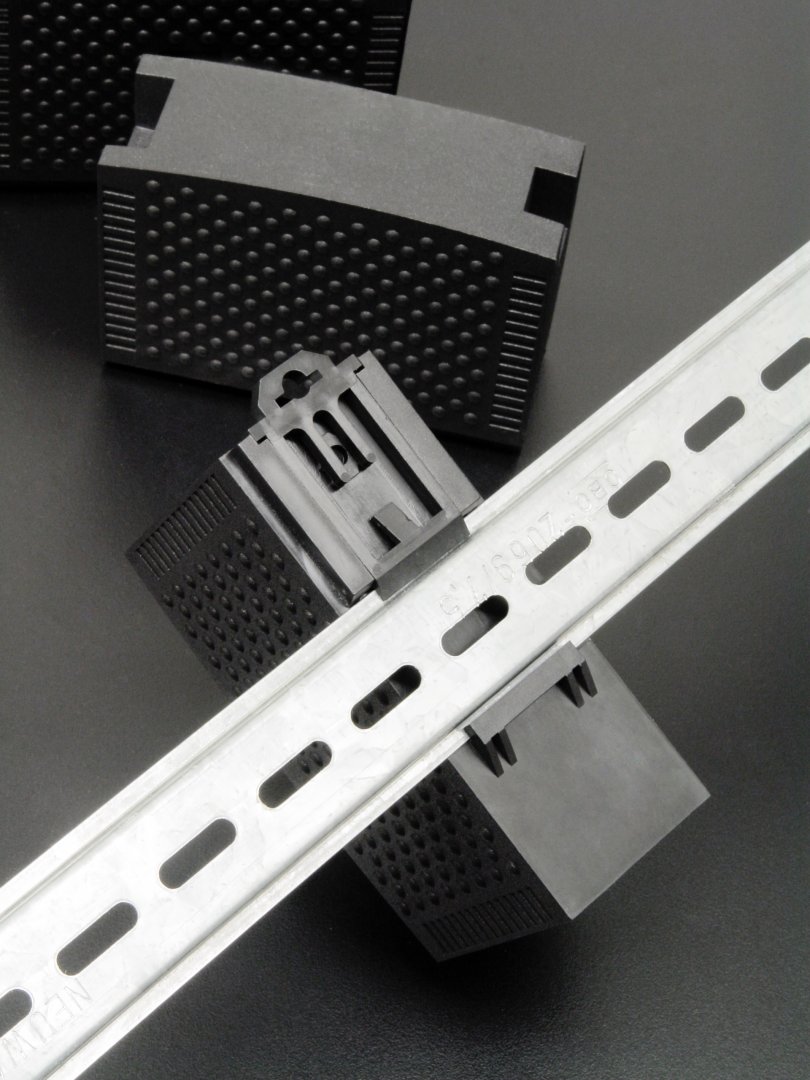
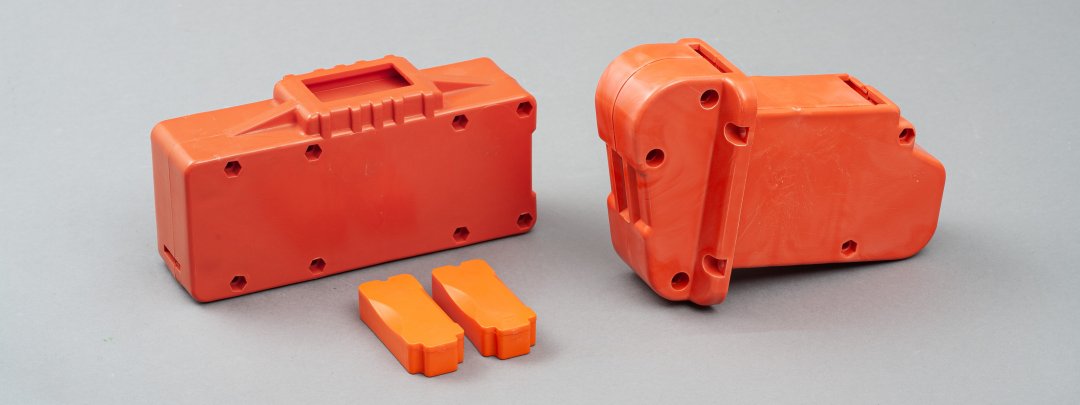
Das selbsttragende Gehäuse ist im thermoplastischen Schaumguss (TSG) hergestellt. Seine Oberfläche ist reinigungsfreundlich veredelt. Das Innenleben ist funktionsintensiv: Lüftungskanal, Filteraufnahme, Kabelspeicher, Gerätestecker, Befestigungsdome, Trennwände und weitere Details sind eng verschachtelt angeordnet.
Elektromagnetische Störungen werden durch eine innen liegende Nickelbeschichtung ausgeschaltet (EMV). Die äußere Strukturlackierung finisht.
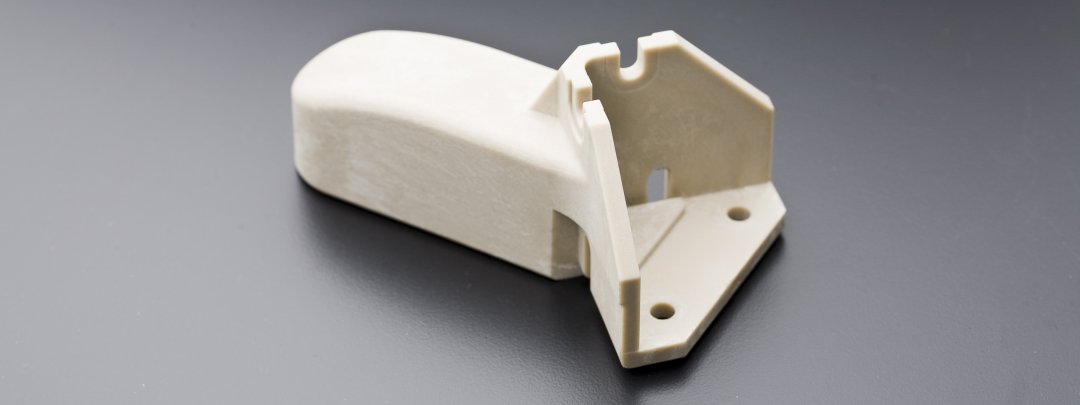
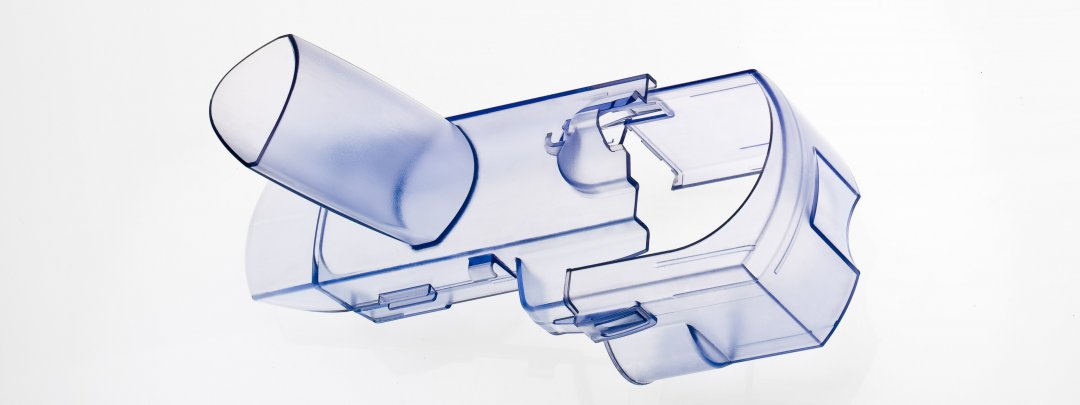
Sterilisierbares Polysulfon. Die mehrteilige Vernebelungskammer aus transparentem Polysulfon (PSU) mit Rauchglaseinfärbung ist im Präzisionsspritzguss gefertigt. Hohe Anforderungen an die Passgenauigkeit und an die Dichtigkeit der Verneblersystems werden garantiert. Das Polysulfon mit seiner amorphen Struktur ist formstabil und chemikalienfest. In der Medizin werden vielfältige Sterilisationverfahren angewendet. Diese belasten die Bauteile chemisch bei hohen Temperaturen. Die Bauteile aus Polysulfon werden in einer dem Spritzgussprozess nachgeschalteten Vergütung für diese Anwendung vorbereitet.