Die Kraft kommt von innen
Die Kraft kommt von innen. Verzugsarme Formteile aus Thermoplast.
Spritzgussteile sind durch die ausgereifte Fertigungstechnik vielseitige und preisgünstige Serienbauteile. Um diese Voraussetzungen zu ermöglichen, bedarf es an die Bauteilkonstruktion hohe Anforderungen. Ein wesentlicher Grundsatz sind geringe und vor allem gleiche Wandstärken. Dieser Umstand führt meist zu komplexen Geometrien und wegen der Bauteilsteifigkeit zu Verrippungen. Problemzonen im Spritzgussteil.
Konstruktionsideen scheitern, weil sie unterschiedliche Wandstärken, Materialanhäufungen oder Verrippungen bedingen. Mit teurer Formenbautechnik können Materialanhäufungen verdrängt werden. Dies erhöht die Komplexität und die Rentabilität rechnet sich bei kleinen und mittleren Stückzahlen nicht mehr.
Verstärkt wird dies durch die Anisotropie bei gefüllten Werkstoffen. Die Orientierung der Füllstofffasern wirkt hierbei als Verzugsverstärker. Darunter leidet die Form- und Lagetoleranz am Bauteil.
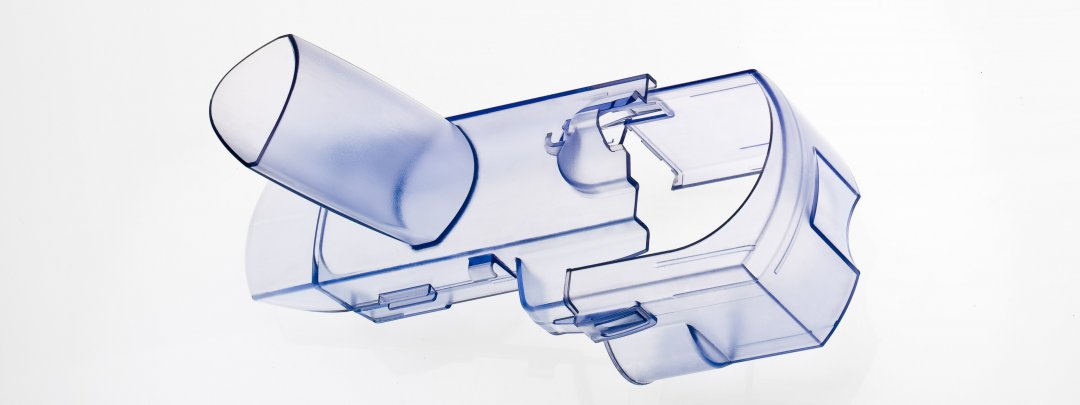
Dieses Problem löst das TSG-Verfahren. Im Treibmittelspritzguss (TSG) gefertigte Bauteile weisen ein weitgehend kompaktes Gefüge auf, welches um etwa 3 bis 5% durch Treibmittel expandiert wird. Dadurch werden die Schwunddifferenzen innerhalb des Spritzgussteiles kompensiert und die speziellen Eigenschaften des Werkstoffes bewahrt. Das bringt für die Bauteilkonstruktion entscheidende Vorteile und Freiheitsgrade.
Im TSG-Verfahren gefertigte Formteile haben einen weitgehend ausgeglichenen Spannungshaushalt. Die übliche Nachdruckphase im Spritzgussprozess entfällt und damit auch der bis zu 1000 bar hohe Druck, bei dem Spannungen im Bauteil erzeugt und eingefroren werden. Die Kompensation der Schwindung bei TSG erfolgt homogen aus der Schmelze, aus eigener innerer Kraft und an allen Stellen gleich.
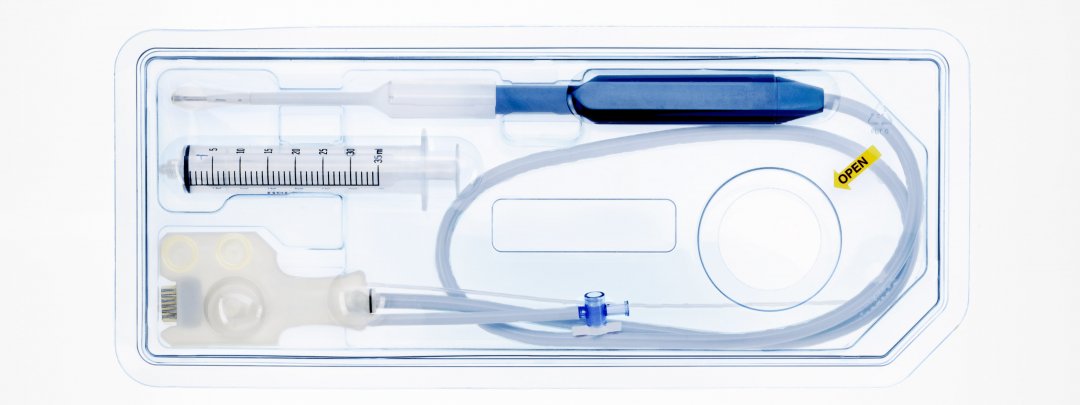
Für kleine und mittlere Bedarfsmengen steht das TSG-Verfahren in der Gesamtbetrachtung von der Idee bis zum funktionierenden Teil sehr weit vorne. Kleine, präzise Teile im Gewichtsbereich von einem Gramm bis hin zu stabilen, passgenauen Bauteilen im Maßereich von 2.000mm und einem Gewicht von 20 kg sind im Markt oftmals alternativlos im Einsatz. Die gestellten Anforderungen werden funktionsgerecht erfüllt und das TSG-Formteil zeigt die notwendige Substanz.
Durch ein größeres Bauteilvolumen steigen Materialeinsatz und Zykluszeiten, was sich in höheren Teilepreisen niederschlägt.
Die Vorteile der im thermoplastischen Schaumguss (TSG) gefertigten Bauteile auf einen Blick:
- verzugsarme Bauteilgeometrie
- breit einsetzbare Palette an Thermoplasten
- Gestaltungsfreiheit bei der Bauteilkonstruktion
- Einfallstellen werden unscheinbarer
- hervorragende Passgenauigkeit der Bauteile zueinander
- sehr hohe Reproduzierbarkeit
- geringe Investitionskosten durch günstige Formen