Tray

Wenn der Werkstücktray stabiler sein soll. Details und Funktionen massiv integriert.
Wiederverwendbare, robuste und funktionale Werkstücktrays aus Kunststoff fertigen wir im Thermoplastischen Schaumguss (TSG), konstruiert für Ihre Anwendung.
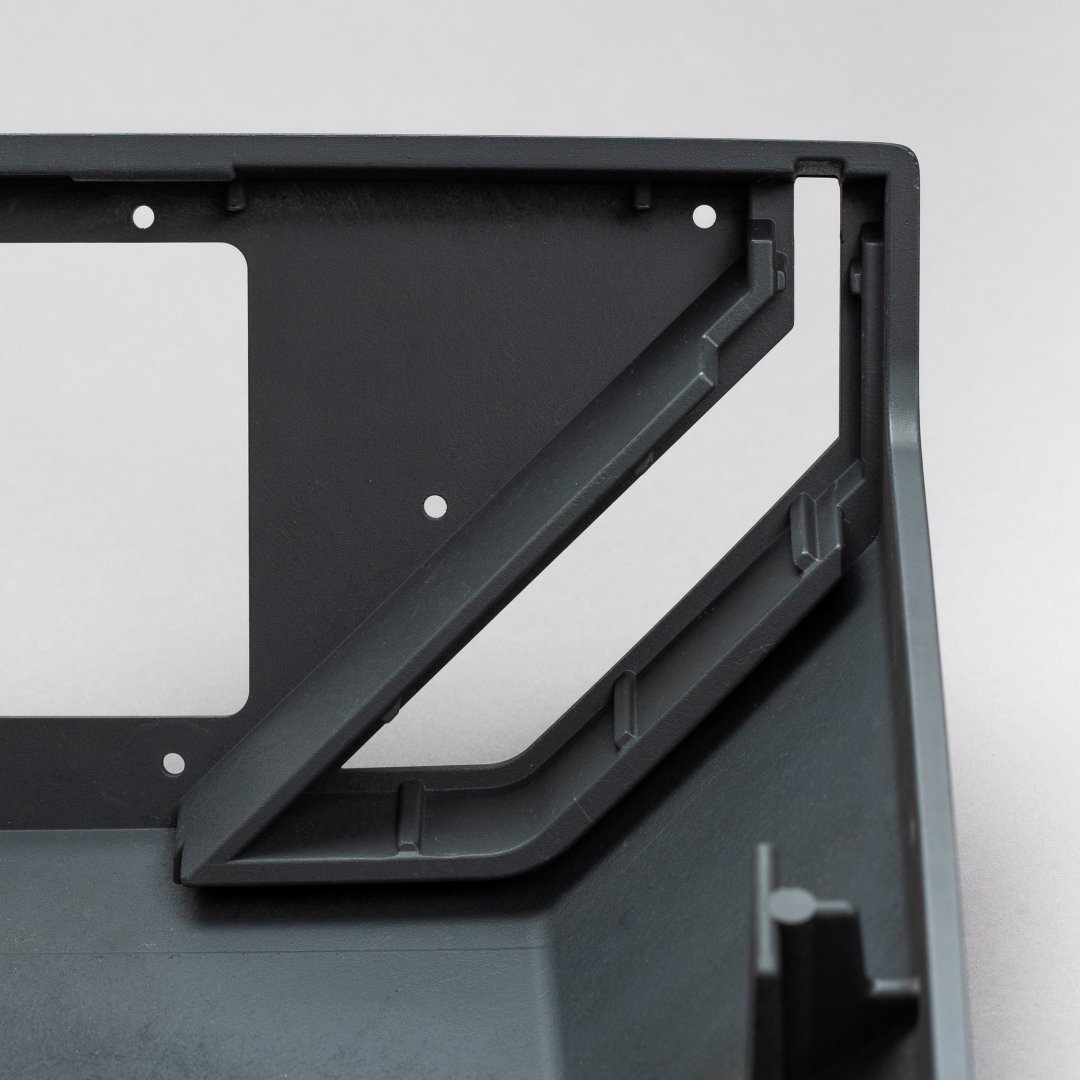
Die spezielle Technologie des Thermoplastischen Schauguss (TSG) erlaubt uns, dickwandige und funktionale Trays herzustellen. Der TSG fertigt unterschiedliche Wandstärken in einem Bauteil. Selbst Sprünge in der Wandstärke sind möglich. Das Konstruieren ist einfach und die Detaillösungen vielfältig.
Trays werden aus schlagzähen Werkstoffen fertigt. Erhöhte Ansprüche erfüllen verschleiß- und stoßfeste Kunststoffe. Ein langlebiger Einsatz im industriellen Alltag ist gewährleistet.
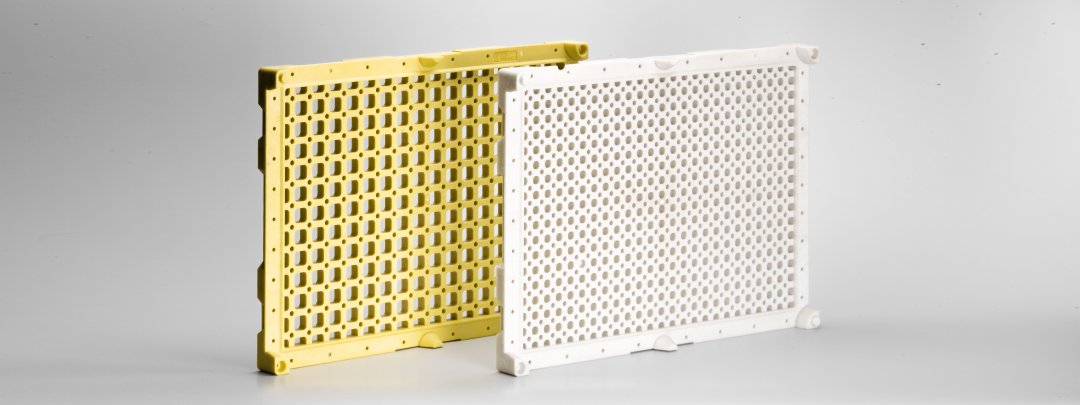
| Stapeln | Der Stapelrand ist umlaufend, er hilft Platz zu sparen im Lager und bei der Bereitstellung. Die selbststützende Konstruktion stapelt größte Lasten, was bei tiefgezogenen Kunststofftrays ungewöhnlich ist. |
| Handling | Der innerbetriebliche Transport erfolgt durch Maschinen oder mit der Hand. Die Tragegriffe sind dickwandig gestaltet, sicheres Greifen bei großen Traglasten ist gewährleistet. |
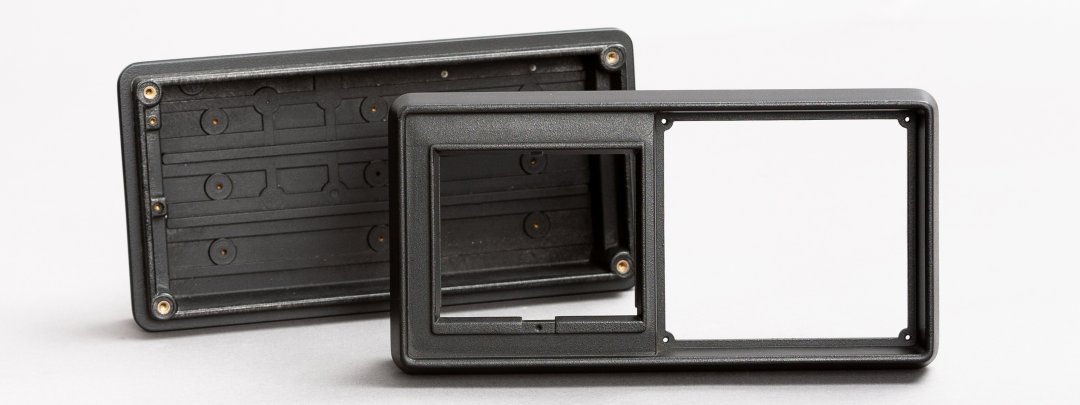
| Positionierung | Die exakte Positionierung der Trays auf den Vorrichtungen wird durch integrierte Indexierbuchsen gewährleistet. Der Roboter kann schnell und präzise zugreifen. |
| Varianz | Zwei unterschiedliche Größen und eine Variante als Deckel aus nur einem Formwerkzeug. Intelligenter Formenbau sorgt für niedrige Werkzeugkosten dank Wechseleinsätzen. |