Haspeln
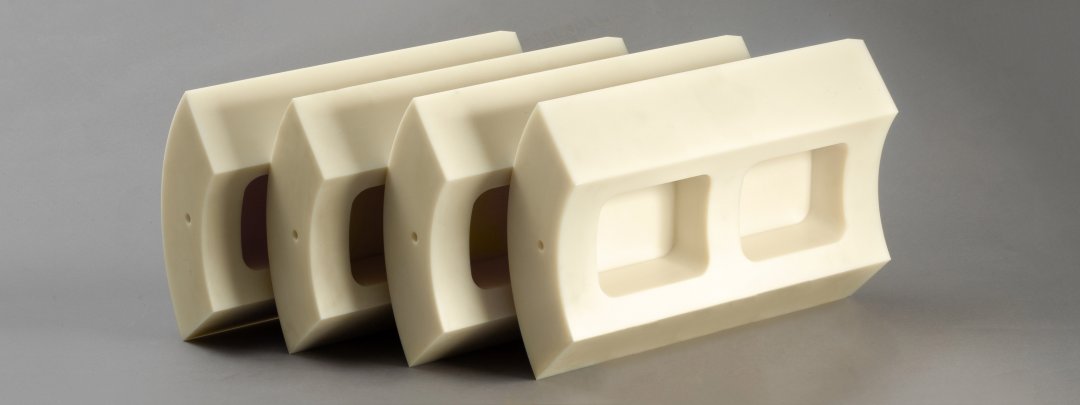
Aufsatzsegmente für Haspeldorne. Kunststoff verhindert Verschleiss.
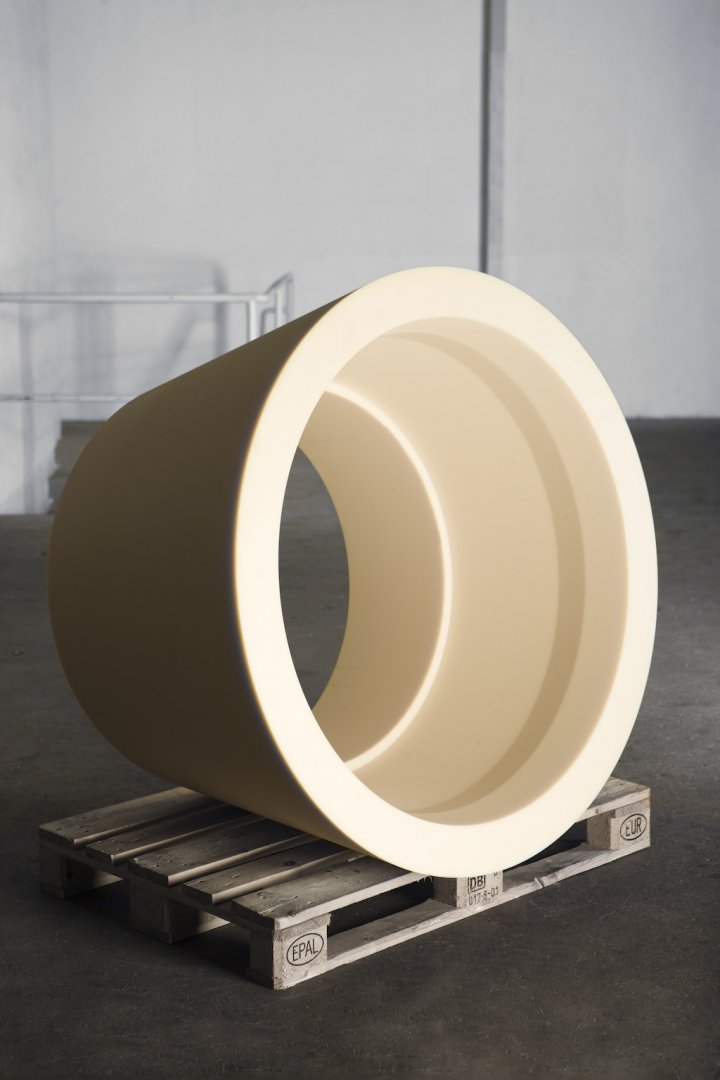
Kern fertigt technische Verschleißbeläge für Haspeln, egal ob für den Schwermaschinenbau oder die Feinmechanik. In Kunststoff zerspant und spritzgegossen. Verschleißarm werden so aufgespannte Coils und Spulen aus Bandstähle, Drähte, Seile, Kabel, Schläuche gewickelt.
Aufsatzbacken aus Kunststoff bieten eine schonende und deformationsarme Werkstückspannnung. Richtig angewendet, entstehen selbst auf geschliffenen oder oberflächenbehandelten Teilen keine Spannmarken. Der hohe Reibwert von Kunststoff, sowie der große Umschlingungswinkel ermöglichen selbst bei geringen Spannkräften das Übertragen hoher Bearbeitungskräfte.
Die Möglichkeiten für Kunststoffe als Verschleißteile in der Spanntechnik sind beinahe grenzenlos. Mit ihnen lassen sich Deformationen minimieren, Formfehler ausgleichen und selbst Bauteile mit komplexen Geometrien sicher spannen.
Neben dem Einsatz in der Metallverarbeitung finden Haspeln auch in der Textilindustrie Einsatz, – sie unterstützen beim Wickeln von Garnen, Seilen, Fäden, Bändern zu einem Strang.